PROCESS
SAW MILL & KILN | MANUFACTURING | FINISH
Saw Blade
Forest
There are many elements that go into creating a unique hardwood floor. The region in which the tree grows, how the log is sawn, and how it is dried all come together to create a truly one of a kind floor. Our wood comes from northern forests, which with their cold winters slows the growth of the trees yielding tighter growth rings. This leads to better color consistency and a more sophisticated look than southern timber.
Tongue & Groove
Saw Mill & Kiln
Wood is debarked and then cut piece by piece to our specifications, Plain Sawn, Rift & Quartered, or Live Sawn. The wood is then graded and moved to the kiln to be dried.
At the kiln the wood is stacked on dryer sticks and left to air dry for a minimum of 4 weeks. The boards are then transferred into the kiln for 30 to 45 days. After the kiln the wood goes on to production.

Stacked Wood
Manufacturing
At the mill, each piece is individually inspected to determine which side will look the most unique as the face of the board and to determine any defects that should be cut out. Unlike larger companies who mass produce their wood, we are able to take a more hands on approach. Once the boards are completed, they are moved to stacking tables where the flooring is assembled into bundles and loaded on pallets.
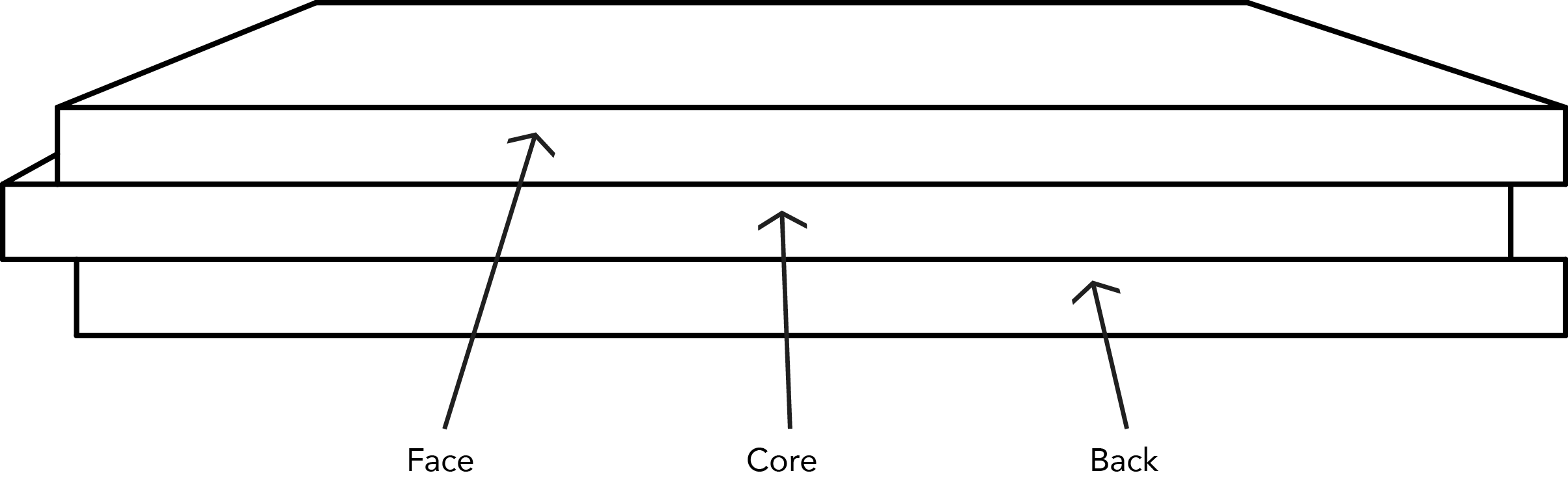
Cross Finger Construction
Let’s talk construction methods. Cross finger (also known as cross block or lumber core) construction is the very best possible. It gives you the sand-ability of a solid and the stability of an engineered. Our veneers have a 5mm sawn face, not sliced or peeled, with a solid wood core and back. Other brands offer plywood construction with a 2mm to 4mm veneer.
Understanding Saw Cuts
When wood is put through the saw mill, it is decided what saw cuts will be used. The saw cut determines how the graining of the wood will look. There are three main saw cuts: plain sawn, quarter sawn, and rift sawn. Plain sawn produces boards with graining that is at 0-30 degree angles. Rift sawn is cut so the graining is at 30-60 degree angles. Quarter sawn has 60-90 degree graining. Then there is live sawn, which combines all three saw cuts allowing for a mix of graining on each board. Below we will talk more in detail about these saw cuts.
Sawn Wood
History of Saw Cuts
As with all trends, what is popular has changed over the years. In the 1900’s, furniture and flooring were dominated by rift sawn or quarter sawn due to their stability. Producing each separately is terribly inefficient though and for this reason rift & quartered are predominately sold together in modern times. Today plain sawn is the most common due to its classic look and utilization of most of the log. Live sawn is also gaining in popularity since it combines the look of all three saw cuts and eliminates most waste.
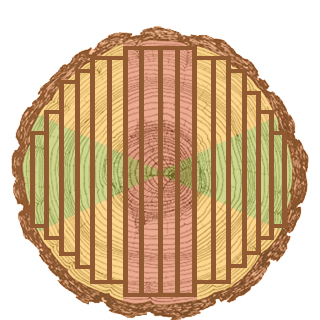
Plain Sawn
When cutting for plain sawn (aka flat sawn) which is the most common method today, a board is cut from the log, and then turned 90º before taking the next cut. This process is continued until the entire log is cut. The graining in plain sawn wood are at 0-30 degree angles, which create large open patterns on the face of the boards (referred to as the cathedral effect).
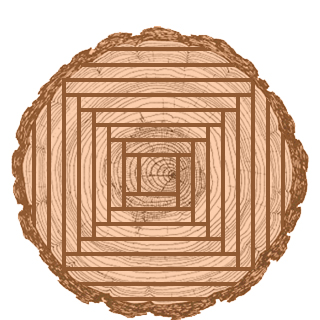
Rift & Quarter Sawn
The sawing techniques for quarter sawn and rift sawn are very wasteful and inefficient. Most of the log is left unusable and the boards that are produced are generally very narrow. Because of these downfalls, rift sawn and quarter sawn are often cut together as rift and quarter sawn. In this sawing technique the log is still quartered, but then each quarter is cut along alternating sides producing about half rift sawn and half quarter sawn. This is very popular today because it produces the wide widths that the modern customer is looking for, while producing a very stable plank and keeping waste to a minimum.
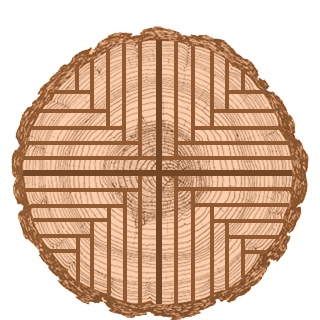
Live Sawn
Live sawn is the oldest method of cutting, but the newest to America. The most common method in Europe, is gaining popularity in the states. Instead of being cut to produce plain sawn, quarter sawn, or rift sawn wood, the log is cut straight through with each cut parallel to the last. This produces a mix of plain, quarter, and rift sawn woods (about of third of each) and eliminates virtually all waste. This method also yields wider boards making it very popular.
Custom Finishing
A tremendous amount of care and precision goes into our UV Cured finishing. This allows us to achieve custom looks that cannot be replicated in the field. Based on your specifications, the boards are sanded, scrapped, wire-brushed, stained, and/or buffed (with oil and/or wax) by hand. When all finishing is complete the boards are carefully stacked, bundled, and finally loaded onto pallets.